Industrie 4.0 ou 4ème révolution
industrielle, fabrication intelligente et digitalisation sont des termes que
l'on associe souvent aux Chaînes Logistiques Intelligentes (CLI). Les premières
définitions de ce concept attribuent le caractère "intelligent" au
fait de proposer le bon produit, dans la bonne quantité, au bon moment, au bon
endroit, au bon prix, dans le bon état, et au bon client (Susan, 2010). Cette
définition étant assez utopique, des travaux de recherche récents proposent des
définitions plus opérationnelles en mettant davantage l'accent sur les outils
de mise en œuvre d'une CLI. Chen et al. (2020) considère que les chaînes
logistiques deviennent intelligentes lorsqu'elles sont spécialement conçues pour
être flexibles en utilisant des technologies intelligentes avancées telles que
l’intelligence artificielle, Big Data Analytics, Internet
of Things, Machine Learning, Cloud Computing, etc.
(Shao et al., 2020). Ces technologies constituent ce que Frank et al. (2019)
considèrent comme le back-end des CLI. Quant à leur front-end,
ils y font référence par le travail intelligent (smart working), le
produit intelligent (smart product) et les initiatives de fabrication
intelligentes (smart manufacturing). Cela rejoint les propos de Wu et
al. (2016) selon lesquels les innovations de produit et de process constituent
les éléments de base d’une CLI. En effet, investir dans l'innovation de produits
et/ou de processus intelligents est l'une des initiatives clés à prendre lors
de la transformation d'une CL traditionnelle en une CLI. Cependant, rares sont
les travaux de recherche ayant abordé le concept de produits et/ou de processus
intelligents, en particulier dans l'industrie de process où la production est à
flux continu (par exemple, l'industrie chimique). En effet, la Personnalisation
de Masse (PM) ˗ technique cruciale pour le développement de produits ciblés et
intelligents via des lignes d'assemblage (Prause, 2019) ˗ ne peut être réalisée
en production continue où les produits sont des substances miscibles non
solides (fluides, granulés, crèmes, poudres...) pour lesquelles la
personnalisation ne peut être assurée qu'à travers une succession de lots
différents. C'est notamment le cas des engrais sur-mesure dont la
personnalisation en fonction des besoins en nutriments des sols et des plantes
se fait dès les phases de conception au sein de l'usine chimique. Compte tenu
de l'énorme variété des sols et des plantes, une telle personnalisation
impliquerait une diversité colossale des flux à gérer au niveau de la
production, du stockage et de la distribution.
Pour remédier à cette situation, l’approche du Reverse
Blending (RB), a été conçue pour fournir des engrais sur-mesure en reportant le
processus de personnalisation vers les dernières étapes de la chaîne logistique
des engrais (Benhamou et al., 2020). Il s'agit d'un problème de création
optimisée d’une nomenclature de composants chimiques existants ou à créer,
permettant une production de masse de produits fortement diversifiés dans les
Chaînes Logistiques Continues (CLC) à travers trois étapes
« intelligentes » (cf. Figure 1) :
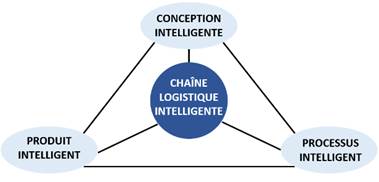
Figure 1: Les
trois étapes principales vers une chaîne logistique intelligente
- Produits intelligents. Le RB consiste
à déterminer un très petit ensemble de produits semi-finis communs dont les combinaisons
possibles de mélanges permettent la création d'une très grande variété de
produits personnalisés. Ces produits communs sont considérés comme intelligents
car ils peuvent être utilisés dans des milliers de nomenclatures, chacune
d’entre elles assurant la production d’un produit fini personnalisé.
- Processus intelligent. Les quelques produits
semi-finis communs sont à fabriquer pour stock dans les usines qui doivent
alimenter plusieurs points de vente. La différenciation des produits dans ces
points de vente serait assurée par un processus de mélange aussi flexible que
le processus d'assemblage dans la production discrète. De telles unités
décentralisées de blending d’engrais existent dans certains pays. Un programme
d'optimisation linéaire sur tableur serait alors utilisé pour trouver la bonne
nomenclature des produits semi-finis communs (i.e. une recette de mélange)
permettant d’obtenir le produit personnalisé demandé.
- Conception intelligente. Pour que ces deux
premières étapes soient conçues avec succès et que les risques soient
maîtrisés, toutes les parties prenantes doivent travailler « en bonne
intelligence ». La mobilisation d'équipes pluridisciplinaires (marketing,
recherche opérationnelle, génie des procédés, génie chimique, génie agronomique...)
est en effet incontournable. Pour Kuo et al. (2020), cette perception de la
chaîne logistique collaborative est encore plus cruciale dans les CLI.
Par ces trois étapes, le RB permet une
organisation industrielle intelligente qui facilite la gestion de la CL tout en
restant compétitif sur le marché, étant donné qu'il réduit la variété à
produire sans compromettre la variété commerciale. Cela est possible grâce à
une différenciation retardée efficace obtenue par la standardisation (un nombre
réduit de produits semi-finis communs à une énorme variété de produits
sur-mesure), la flexibilité (une personnalisation assurée par un processus de
mélange simple et rapide) et les technologies de l'information (une application
informatique qui déterminerait les recettes de mélange optimales à utiliser
pour satisfaire toute demande). L’objectif de cet article est de montrer que le
RB pourrait être une solution de rupture aux problèmes induits par la recherche
d’une forte diversité en production continue. Pour cela, nous nous appuyons sur
l'approche méthodologique de l'étude de cas qui, selon Wacheux (1996), est la
plus utilisée pour approuver ou réfuter un modèle théorique. Dans cette
optique, et en accord avec (Yin, 1984) qui affirme qu'une généralisation d'une
théorie ne doit être effectuée que si elle est testée dans deux contextes
différents, nous proposons dans cet article quatre études de cas pour illustrer
l'intérêt du RB dans les deux contextes des engrais et des cosmétiques.
La section 2 est consacrée à une brève
revue de la littérature pour positionner notre travail par rapport à la
littérature existante. La section 3 rappelle les principes fondamentaux du RB
et ses modèles d'optimisation. Dans la section 4, nous présentons quatre
courtes études de cas qui soulignent l'intérêt et les conséquences managériales
du RB, avant de conclure par quelques perspectives dans la section 5.
2.
REVUE de la littérature
La
fabrication intelligente (Kusiak, 2018) et les CLI (Wu et al., 2016) sont
principalement axées sur la production et la livraison d'objets destinés aux
utilisateurs finaux ; elles visent à améliorer la réactivité, l'efficience et
l'efficacité du système productif pour mieux répondre aux attentes des clients
en termes de qualité et de variété, et ce, à l'aide de technologies de
l'information. Une chaîne logistique basée sur le RB a le même objectif et
consiste à utiliser le RB comme une nouvelle méthode de gestion pour la
conception d'une grande variété de produits personnalisés. L'objectif de cette
revue de la littérature est de positionner brièvement notre travail par rapport
à la littérature existante sur les méthodes de conception de produits
personnalisés (§2.1) et de rappeler brièvement en quoi l'approche du RB diffère
des problèmes classiques de mélange discutés dans la littérature (§2.2).
2.1 Reverse Blending : une nouvelle méthode de gestion pour la
conception de produits personnalisés.
Selon
de nombreux chercheurs (Gania et al., 2017 ; Gupta et al., 2019 ; Contador et
al., 2020 ; Salunkhe & Fast-Berglund, 2020), une CLI ne peut être atteinte
que si elle présente une agilité et une flexibilité élevées, celles-ci faisant
référence à la capacité des entreprises à répondre aux changements du marché en
temps opportun et de manière appropriée (Brozovic, 2018) et sans encourir de
pénalités de coûts élevés (Jain et al., 2013). L'une des principales méthodes
pour y parvenir consiste à concevoir des produits flexibles intelligents qui
peuvent être adaptés à tous les besoins des clients (Frank et al., 2019). Pour
ce faire, les systèmes de fabrication reconfigurables et modulaires sont
considérés comme les plus efficaces (Koh et al., 2019 ; Shoval &
Efatmaneshnik, 2019 ; Schischke et al., 2019). En effet, la modularité,
que (Gupta, 2019) identifie comme un outil clé de l'industrie 4.0, offre les
avantages d'une production de masse ainsi que la capacité de produire une forte
diversité de produits individuellement personnalisés (Huang, 2000). Dans
l’industrie automobile, l'une des industries les plus connues pour la conception
modulaire, le client peut choisir, à travers un configurateur, le produit qu’il
souhaite parmi un ensemble pouvant comporter des millions de produits
différents. Cette solution, relevant d’une personnalisation de masse où le
point de personnalisation est retardé jusqu'à la dernière étape de la
production, ne semble pas être une option pour les CLC. Ceci est notamment dû
au fait que les industries de process traitent de produits homogènes qui ne
peuvent pas être décomposés en plusieurs sous-modules que l’on peut assembler à
la demande des clients (Van Hoek, 2001). Pour ce type de produits, retarder la
personnalisation n’est éventuellement possible qu’au niveau du conditionnement
du produit destiné à un marché, notamment pour des raisons linguistiques ou réglementaires
et ce, sans modification du produit. Par ailleurs, certaines industries de
process différencient leurs produits selon le concept de commonalité, qui se
définit comme une méthode de conception de produits par laquelle plusieurs
composants de différents produits finis sont remplacés par un seul composant
commun (Perera et al., 1999). C'est en particulier le cas dans le secteur
alimentaire où la différenciation est apportée à une formule de base (composant
commun) en ajoutant, par exemple, des arômes et des saveurs (ex. industrie
viticole (Van Hoek, 1997)). Néanmoins, la différenciation ici n'est pas
synonyme de personnalisation ; il s'agit plutôt d'accroître la variété, et non
de concevoir des produits ciblés. La seule exception d'une personnalisation
offrant une grande flexibilité à des coûts abordables dans les CLC se trouve
dans la distribution de peinture dans des magasins spécialisés, ou le client
choisit une référence de couleur parmi plusieurs centaines possibles, le
produit étant fabriqué sur place à partir d’une base de peinture et d’un jeu
réduit de colorants, en respectant scrupuleusement les proportions de la
nomenclature associée à la référence choisie (nomenclature prédéterminée). Dans
ce cas, le produit est personnalisé dans les magasins et non à l'usine. Cette
organisation industrielle aurait été volontiers adoptée par les autres
industries de process, mais ce n'est que dans l'industrie de la peinture que
les quelques colorants de base conduisant à des milliers de teintes sont connus
et préexistants. C'est dans ce contexte que le RB est proposé comme une
nouvelle méthode de conception de produits homogènes afin de déterminer les
produits semi-finis de base (i.e. l'équivalent des colorants de base dans la
peinture) à partir desquels des centaines de produits finis pourraient être
obtenus.
2.2 Le Reverse Blending, un nouveau problème de mélange
mono-étage
Cette
section ne détaille pas le positionnement original du RB dans la littérature
scientifique de la Recherche Opérationnelle (RO), qui est présenté dans
Benhamou et al. (2020).
Du
point de vue de la RO, le RB peut être considéré comme une extension du
problème du blending dans lequel les inputs ne sont pas préexistants et
doivent être définis, en nombre et en composition, simultanément à leur
utilisation pour obtenir les produits souhaités. Ces inputs peuvent être créés
de toutes pièces en faisant réagir chimiquement des matières premières comme
ils peuvent être obtenus par le mélange mécanique de composites commerciaux.
Dans ce cas, le problème devient une variante du problème de pooling, un
problème de mélange à deux étages (Chang et al., 2019). Ainsi, pour démontrer
en quoi RB est une approche disruptive, nous rappelons d’abord les principales
caractéristiques des deux problèmes classiques de mélange (blending et pooling)
en nous référant à des articles très peu nombreux mais récents qui en
fournissent une analyse approfondie.
Le Problème
du Blending (PB), très connu des chercheurs en RO depuis les travaux
séminaux de Danzig, détermine les quantités optimales d’inputs à utiliser pour
produire la quantité requise d'un ou plusieurs outputs, en respectant certaines
contraintes de composition de ces outputs. Des centaines d'articles ont été
écrits pour considérer des contextes industriels spécifiques. Sur la base de
l'analyse des articles traitant de la problématique du blending, cinq critères
principaux caractérisant le problème peuvent être identifiés (Azzamouri et al.,
2020).
1.
Caractéristiques des inputs.
Ils peuvent être achetés ou produits en interne. Les caractéristiques des
composants des inputs, utilisés dans le mélange au fil du temps, peuvent être
fixes et/ou variables, en termes de quantité et/ou de qualité. Dans tous les
cas, ces caractéristiques sont des données d'entrée du modèle BP. La
disponibilité des inputs peut être introduite comme une contrainte
supplémentaire.
2. Processus de blending.
Il peut s'agir d'un processus à un ou plusieurs étages. Dans ce dernier cas, il
peut exister des acheminements alternatifs, avec des rendements et des
distorsions différents dans la composition des inputs ; les inputs peuvent être
introduits dans les unités de mélange simultanément ou séquentiellement ; la plupart
du temps, les outputs sont produits par lots, et le problème de mélange relève
d'un carnet de commandes, ce qui implique des interdépendances spatiales et
temporelles.
3. Caractéristiques des outputs.
Elles peuvent être fixes ou variables dans le temps suivant une demande
régulière ou irrégulière.
4. Critère d'optimisation.
La plupart du temps, un critère économique est utilisé.
5.
Formulation mathématique.
La plupart des formulations sont basées sur la programmation linéaire, mais
certaines utilisent la programmation quadratique ou sont orientées vers la
programmation multi-objectifs.
Le Problème
de Pooling (PP), introduit par Haverly (1978), peut être considéré comme
une sorte de problème de mélange hiérarchique à deux étages, l'un consacré à
une décision tactique et l'autre à une décision opérationnelle. Le problème
tactique porte sur : i) la composition d'un nombre fixe d'inputs
intermédiaires obtenus à partir du mélange d'inputs primaires existants qui
sont des matières premières ; ii) les nomenclatures de fabrication
d'un ensemble d'outputs, dont la demande est potentielle à ce stade ; ces
nomenclatures utilisent les inputs intermédiaires. La décision opérationnelle
utilise ces nomenclatures pour répondre à une demande d’outputs. Cette décision
diffère de celle du PB, dont la nomenclature fait intervenir des inputs
existants et n'est pas prédéterminée, comme dans le second étage du PB. Le PP
se fonde sur un modèle quadratique. Il a été utilisé initialement dans la
chaîne logistique pétrolière où le nombre des inputs intermédiaires est un
paramètre fixe qui est égal au nombre des réservoirs existants, où ils sont
stockés.
Le
problème de Reverse Blending (RB), introduit par Benhamou et al. (2018,
2020), est un problème de mélange à un seul étage où les inputs ne sont pas
existants, comme dans le PB, et ne sont pas des matières premières, comme dans
le PP, mais des composites à créer, pour satisfaire une grande variété
d'outputs (produits finis), dont la composition requise est connue mais dont la
demande est potentielle à ce stade. Le modèle quadratique du RB détermine
simultanément le nombre et la composition des inputs à créer (les produits
semi-finis communs) et les nomenclatures optimales des outputs, ce qui relève
d’une décision tactique. Ensuite, la décision opérationnelle utilise ces
nomenclatures pour répondre à la demande de l'output à produire. Pour limiter
le nombre des inputs à créer de toutes pièces, une version adaptée du problème
de pooling (AP) peut être utilisée (Benhamou et al., 2020) dans laquelle
les inputs primaires sont des composites existants, et les inputs
intermédiaires (i.e. les produits semi-finis communs) sont des matières
composites qui doivent être fabriquées à partir du mélange des inputs
primaires. Cette approche doit prendre en compte certaines contraintes de
compatibilité chimique dans la combinaison des composites commerciaux existants
pour produire les inputs intermédiaires, sachant que ces contraintes peuvent
être héritées pour limiter certaines combinaisons d'inputs intermédiaires lors
de la production d'un output. Le modèle AP doit prendre en compte ces
contraintes, ce qui fait que tous les outputs ne peuvent pas être produits avec
les composites commerciaux existants. Par conséquent, dans une première étape,
l'approche AP est utilisée pour répondre à la demande du nombre maximum
possible d'outputs ; pour l'ensemble des outputs résiduels, l'approche RB est
utilisée pour créer de nouveaux composites intermédiaires, qui, en plus des
inputs intermédiaires de l'AP, permettent de produire tous les outputs
considérés.
Les
modèles d'optimisation de ces trois problèmes de mélange ainsi que de deux
autres sont présentés dans la section suivante afin de mettre en évidence leurs
différences et de montrer l'originalité de l'approche RB.
3.
L’approche du reverse blending
3.1 Principaux résultats du RB
Le RB,
décrit en détail dans Benhamou et al. (2020), a été imaginé pour rendre
possible une agriculture durable et raisonnable, sachant que la variété des
besoins d’engrais (qui est de plusieurs milliers) s’explique principalement par
la combinaison des caractéristiques d’une parcelle de terrain et les besoins en
nutriments de la culture choisie pour cette parcelle (les principaux étant
l’azote N, le phosphore P et la potasse K). L’administration de l’un des
engrais commercialement disponibles conduit nécessairement à un excès ou une
insuffisance de certains nutriments. De tels écarts peuvent s’avérer
préjudiciable pour une agriculture durable. La norme EU PE-CONS 76/18 (2019)
définit les écarts acceptables de composition d’un engrais pour obtenir la
performance attendue si sa composition est celle requise pour le couple
« culture – sol ». Les dix principaux producteurs mondiaux d’engrais
produisent moins de 200 engrais différents. L’une des parades anciennes à la
non-adéquation de ces engrais aux besoins à satisfaire, consiste à mélanger
deux engrais ou plus pour se rapprocher de ces besoins, ce mélange étant
normalement défini par un simple programme linéaire visant à minimiser un
indicateur d’écart entre la composition requise et la composition obtenue par
le mélange « optimal » de ces engrais. Bien que cette solution soit
souvent utilisée, elle répond rarement aux exigences de composition, dans les
limites des tolérances autorisées.
Dans
l’exemple de l’industrie de la peinture, la nomenclature de fabrication
correspondant à une référence de nuancier, se définie en partant d’une liste
réduite de colorants préexistants d’un fond de peinture (base) et d’un
nuancier. Pour le cas des engrais, la liste des besoins n’existe pas (premier
problème) et il en est de même pour l’équivalent de l’ensemble
des colorants (second problème). Pour le premier problème, il est à espérer
pouvoir s'appuyer sur un échantillon assez large de besoins ; dans
Benhamou el al. (2020), cet échantillon représentatif est de 700 besoins
d’engrais (exprimés en Kg/ha), correspondant à 482 formules d'engrais NPK
personnalisées (exprimées en %). À partir de cet échantillon, l’approche du RB
a permis de définir simultanément par un programme quadratique :
i)
Les spécifications de
composition de nouveaux composites appartenant à un ensemble de taille la plus
réduite possible, considérée comme une Base Canonique (BC), pour reprendre une
terminologie classique en mathématique (ces Composites de la BC étant repérés
par le sigle CBC); c’est la réponse au second problème. Le modèle RB a été
capable de trouver 8 CBC qui ont pu, par combinaison linéaire, satisfaire la
totalité des 700 besoins en NPK (Benhamou et al., 2020).
ii)
La nomenclature de
production des engrais de cet échantillon, à partir des composites de cette
base canonique, en acceptant toutefois une déviance très faible (c’est la
réponse au premier problème). Dans le contexte des engrais, la différenciation
retardée, correspondant à un mélange de CBC, s’effectue dans de petites unités
de blending pouvant desservir un ensemble suffisant de clients.
3.2 Modèles d’optimisation
3.2.1
Modèles de mélange mono-étage
En plus des modèles de PB, RB et PP décrits
en détail dans Benhamou et al. (2020), nous introduisons ici deux autres
modèles de mélange mono-étage pour répondre aux besoins du présent
article :
Modèle de l’Utilisation de la Base
Canonique (UBC) : Ce problème permet de montrer qu'une BC est
utilisable pour de nouveaux outputs, autres que ceux de l'échantillon
initialement utilisé pour sa détermination. Si l'échantillon initial couvre une
variété suffisante de besoins, la production de n'importe quel output serait
possible en utilisant les CBC de cette base canonique, si l’échantillon initial
couvre une variété suffisante des besoins. Le schéma descriptif du modèle UBC
est fourni dans la Figure 2.
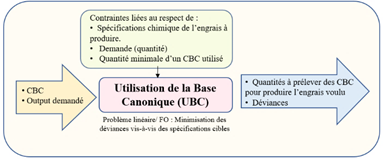
Figure 2: Schéma descriptif
du modèle de UBC
Ce modèle vise − à travers un programme
linéaire utilisant le solveur d’Excel − de déterminer les quantités optimales à
prélever des CBC pour satisfaire les spécifications de l’output à produire. Au
lieu d'exiger qu'elles se tiennent dans une fourchette min-max, ces
spécifications doivent être satisfaites en respectant des déviances (variables
de décision) que l’on cherche à minimiser dans la fonction-objectif. Le modèle
repose sur l’hypothèse implicite d’une disponibilité immédiate des CBC et fait
intervenir une contrainte de quantité minimale qui exige de consommer chaque
CBC utilisé avec une certaine quantité minimale. Cela permettrait d'éviter des
mélanges de recettes irréalistes (par exemple, utiliser un CBC en quelques
milligrammes dans un mélange qui pèse plusieurs kilogrammes).
Modèle de Réduction de la diversité (RD). Le
modèle du RB vise à minimiser le nombre d’inputs dont la composition optimale
est à déterminer. Le modèle RD cherche à montrer la valeur ajoutée du RB par
rapport à l’approche actuellement utilisée par les agriculteurs, qui consiste à
obtenir un engrais (output) en mélangeant des engrais existants (inputs).
L’approche RD s’appuie sur le modèle de blending pour évaluer à quel point le
blending classique permet de réduire la diversité des engrais à produire sans
limiter la diversité d’usage potentielle. Le schéma descriptif du modèle RD est
donné dans la Figure 3.
Sa résolution fait
appel à la programmation linéaire mixte. Cela est dû à l’introduction de deux
variables binaires : wj qui est égal à 1 si
l’output j est produit et vi qui est égal à 1 si l’input
i est utilisé. En tenant compte des contraintes liées au respect de la
demande et des spécifications chimiques des outputs, on cherche à produire J
engrais (outputs) tout en minimisant le nombre S d’inputs utilisés (S
correspondant à un sous-ensemble des J engrais), la résolution de ce modèle
commence par S = J-1 puis nous décrémentons progressivement S (S = J-2, J-3…)
jusqu'à ce que l'on trouve le nombre minimum d'inputs nécessaires pour que tous
les outputs puissent être obtenus. La fonction-objectif étant de maximiser le
nombre des engrais réalisables.
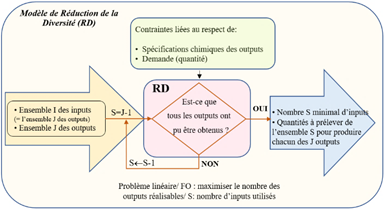
Figure 3:
Schéma descriptif du modèle de RD
La
présentation formelle les modèles PB, RB, UBC et RD est fournie dans le Tableau 1.
La formulation « classique »
du Blending retenue dans ce tableau est celle de la détermination des quantités
d’inputs à mélanger pour produire les quantités demandées de plusieurs outputs
dont les contraintes de composition doivent être respectées. Les inputs sont
disponibles en quantités limitées et leurs coûts unitaires d’obtention sont
connus. Dans le problème mono-période, la solution recherchée est celle qui
minimise le coût total d’obtention des inputs.
Dans la formulation du
Reverse blending, la préoccupation de coût est absente, en raison de la
méconnaissance des demandes potentielles des engrais sur-mesure à fabriquer et
de celle du coût de production des CBC. Dans ce problème, nous cherchons
simultanément la composition des CBC (inputs) et les formules de mélange de ces
CBC permettant d’atteindre avec une précision suffisante la structure des
outputs à produire. La méconnaissance des demandes conduit à travailler avec
des demandes identiques fixées à un niveau arbitraire, le problème étant de
trouver une solution technique au problème posé sans se préoccuper, à ce stade,
de considérations de coûts.
On est en droit de penser,
au vu de ces résultats, que la constitution d’un échantillon raisonné de
quelques milliers de besoins d’engrais croisant des caractéristiques
pédologiques et celles de cultures puisse permettre de créer une base canonique
permettant de couvrir l’essentiel des besoins en nutriments NPK, auxquels on
peut ajouter le souffre S que l’on rencontre dans le monde. D’autres nutriments
sont quelque fois demandés, comme l’étude suivante va le montrer. Pour
satisfaire ces nouveaux besoins, il suffit de partir de la base canonique
initiale et d’ajouter de nouveaux composites à créer pour couvrir ces nouveaux
besoins.
4.2 L’impact du Reverse Blending sur la gestion de la
diversité produite par OCP à Jorf
Entre
2000 et 2020, le Groupe OCP, l’un des leaders mondiaux dans le secteur des
engrais, a augmenté la diversité de ses produits de 5 à environ 50 engrais.
L’OCP poursuit toujours cette stratégie d’accroissement de la diversité, qui
lui permet de mieux coller aux besoins et de conquérir de nouveaux clients. La
contrepartie est une complexité croissante au niveau de la gestion de la
production et du stockage. On s’intéresse ici aux avantages potentiels du RB en
examinant comment la production et le stockage seraient organisés si la
production d'OCP en 2019 avait été réalisée en utilisant le RB. Pour ce faire,
on part du carnet de commandes de l’OCP pour l’année 2019 qui porte sur 28
références d’engrais dont les volumes mensuels produits sur 7 lignes de
production sont donnés dans «EC2_Données» . La Figure 4 indique les parts de ces engrais dans la
production totale de chaque mois. Il peut être observé que la diversité des
produits (illustrée par les différentes couleurs dans chaque bâton) et les
volumes de production varient d’un mois à l’autre et que ces volumes
correspondent à de petits lots.
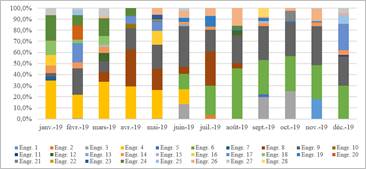
Figure 4 :
Parts individuelles des engrais dans la production de chaque mois
Cette
figure reflète le nombre important des changements de référence d’engrais qui
ont dû être effectués lors de chaque mois. Une analyse plus fine, à la maille
quotidienne, montre que sur cette année, 175 changements de références à
produire ont été réalisés sur les 7 lignes de production. Même en considérant
le plus court temps de lancement qui est de l’ordre de deux heures (il peut
aller jusqu’à huit heures), la production a dû être arrêtée pendant au moins
350 heures (175*2). Compte tenu des débits de production de chaque ligne,
cela se traduit par une perte minimale de capacité de production de 33,783
tonnes. Au niveau de ses 9 hangars de stockage, ce mode de production, qui
repose sur le lancement irrégulier de petits lots, entraîne des problèmes d’allocation
de l’espace et de contamination des engrais due à une mauvaise séparation entre
les différentes références.
Pour analyser l’impact du
remplacement de l’organisation actuelle par la production de CBC, il fallait
d’abord définir une base canonique difficile à contester. On a retenu la BC
dont les composites permettent de satisfaire le carnet de commandes de l’OCP.
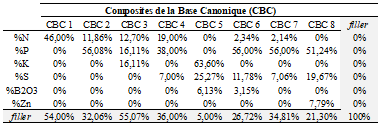
Ces derniers sont au nombre de 8 et leur composition optimale en termes de N,
P, K, B2O3 (bore), Zn (zinc) et filler est décrite dans
le Tableau
5.
Tableau
5:
Composition optimale des CBC
Les quantités à en prélever
pour obtenir le volume mensuel exactement produit de chaque
engrais sont présentées dans «EC2_Résultats_RB».
Ces quantités sont représentées autrement dans la Figure 5 pour indiquer la part de
chaque CBC dans la production de chaque mois.
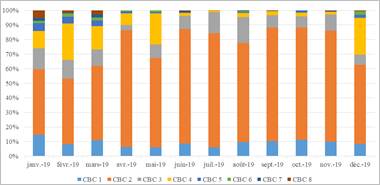
Figure 5 :
Parts des CBC dans la production de chaque mois
Une comparaison des figures 4 et 5
montre comment cette transformation simplifie considérablement la gestion de la
production puisqu’avec seulement 8 CBC, on arrive à assurer exactement la
production mensuelle de l’OCP. En plus, chaque mois, au moins 90% de cette
production ne fait intervenir que les premiers 4 CBC, CBC 2 (couleur orange) en
représentant plus de 60%.
Cette
massification des flux, qui aurait été encore plus importante si la variété
traitée avait été supérieure à 28 engrais, montre l'opportunité de concevoir un
nouveau système de production basé sur une production pour stock. En effet,
avec sept lignes de production, dont trois ont un débit annuel d'environ
897 000 tonnes et quatre, d'environ 669 000 tonnes, la gestion de la
production de 8 CBC est relativement simple. Compte tenu de la quantité totale
nécessaire de chaque CBC et des débits de ces lignes de production, il est
choisi d'affecter arbitrairement les CBC les plus demandés aux lignes les plus
productives (et accessoirement les plus économiques). Par conséquent, étant
donné que CBC 2 représente plus de 66 % du volume de production annuel,
trois lignes de production peuvent lui être entièrement consacrées. Pour les
CBC 1, 3 et 4, représentant chacun environ 10 %, il faut prévoir une ligne
de production pour chacun d’eux. Enfin, le reste des CBC représentant moins de
4 % de la production totale, tous les CBC peuvent être affectés à une
seule ligne de production.
En produisant en flux
continu, les lignes « mono-produit » élimineraient les arrêts dus aux
temps de lancement, augmentant ainsi la capacité de production. Quant à la
seule ligne de production « multi-produits », elle pourrait conserver
une logique de production au point de commande (la production démarre lorsqu'un
niveau de stock donné est atteint) pour produire CBC 5 qui représente près de
2 % de la production totale. Concernant les CBC 6, 7 et 8 (représentant
chacun moins de 1 % de la production totale), la production pourrait être
déclenchée lorsque le stock descend en dessous du stock de sécurité et arrêtée
lorsque la capacité de stockage est pleinement utilisée.
La
gestion des hangars de stockage deviendrait également plus facile puisque,
étant donné que OCP a 9 hangars, le stockage de 8 CBC, contre celui de 28
engrais, ne posera pas de problème. Chaque hangar pourrait en effet être
affecté à un/deux CBC ce qui éliminerait les problèmes de stockage causés
principalement par une forte diversité tels que l’espace vacant en raison de
petits lots de production et l’arrêt de la production en raison de la
saturation des stocks.
Pour
terminer, revenons sur la pertinence de la BC retenue. On a montré les
implications de la production des CBC d’une BC permettant de reconstituer tous
les engrais produits. En partant d’une analyse des besoins d’engrais sur un
échantillon raisonné de grande envergure, il est possible, avec une autre BC
comportant le même nombre de CBC, de répondre à des centaines, voire des
milliers, de besoins d’engrais.
4.3 Analyse de la réduction potentielle des engrais produits par les
principaux producteurs mondiaux
La diversité
d’engrais vendus par les 10 premiers producteurs mondiaux d’engrais (OCP Group,
Yara, Agrium, K+S, Potashcorp, Mosaic, Uralkali, Belraruskali et CF Industries)
est de 175 engrais composés mais si l'on ne tient compte que de ceux qui ont
des formules différentes, un total de J=142 formules d’engrais est atteint. Ces
formules peuvent contenir de 2 à C=10 composants, de c=1 à c=9
correspondants respectivement à N, P, K, S, B2O3, Zn, Mg
(magnésium), Na (sodium) et Ca (calcium) et c=C=10 correspondant au filler.
Notons que les engrais contenant au moins un des composants majeurs (NPK)
représentent 56% de ces formules et si on ajoute le S, on arrive à 82%. Les
caractéristiques chimiques de ces formules sont données dans «EC3_Données ».
Cette diversité de
l’offre est loin de pouvoir couvrir les besoins d’une agriculture durable. Pour
éviter d’augmenter cette variété par la création de nouveaux engrais, certains
distributeurs mélangent des engrais existants, dans de petites unités de
blending, localisées dans des zones agricoles. Ce mélange conduit à la création
d’un nouvel engrais dont la composition diffère de celles des engrais
existants. Il s’ensuit que la « diversité d’usage potentielle » des
engrais existants est très supérieure à la diversité de l’offre commerciale.
Dans ce contexte, il est intéressant de voir jusqu’à quel point on peut réduire
la diversité de l’offre commerciale sans affecter la « diversité d’usage
potentielle ».
Pour ce faire, on va
commencer par regarder jusqu’à quel point certains engrais existants peuvent
être obtenus par mélange d’autres engrais, ce qui conduit à la recherche de
l’ensemble minimal des engrais (inputs) à partir duquel les 142 engrais peuvent
être reconstitués (§4.3.1). Dans cette recherche, on tolèrera que l’écart
absolu tolérée entre la valeur-cible de la part d’un composant dans le poids
total et la valeur obtenu par la solution trouvée ne dépasser pas 0.0005 (par
exemple, pour l’engrais 1, N devant représenter 20.52% du poids total, la
solution n’est acceptable que si cette-ci est comprise entre 20.47% et 20.57%
dans la solution proposée). Cette marge d’erreur satisfait très largement la
réglementation européenne. Pour réduire davantage cet ensemble d’inputs
permettant de reconstituer ces 142 formules d’engrais, on appliquera ensuite la
démarche du RB pour déterminer la BC permettant de reconstituer ces formules
d’engrais (§4.3.2). On terminera cette analyse en expliquant les limites de
l’intérêt de la réduction de l’offre commerciale (§4.3.3).
4.3.1 Réduction
de la diversité de l’offre commerciale d’engrais par combinaison d’engrais
existants
Cette analyse a été
menée par le modèle qualifié de « Réduction de la Diversité (RD) »
(décrit en colonne 4 du tableau 1) qui est modèle de blending correspondant à
un programme linéaire mixte paramétré. Dans ce modèle, la notion de tolérance
est introduite afin de mener une comparaison équitable avec le RB où une très
faible tolérance est autorisée pour chaque composant de chaque output.
L’utilisation du
modèle RD révèle qu’au lieu de produire la totalité des J=142 engrais par
transformation chimique, ce qui est fait actuellement, il est en effet possible
avec S=33 engrais de produire les 109 (142-33) engrais restants. La composition
de ces 33 engrais et les quantités à en prélever pour satisfaire toutes les
spécifications chimiques de manière exacte sont données dans la feuille «EC3_Résultats_RD ». La tolérance
vis-à-vis des spécifications cibles étant fixée à ±0.0005, un test
complémentaire a été fait en diminuant la tolérance et il s’est avéré qu’une
solution optimale exacte existe. On a préféré garder cette solution dans le
classeur.
4.3.2 Réduction
de la diversité de l’offre commerciale d’engrais par le Reverse Blending
L’objectif est de
déterminer les CBC permettant a priori de recréer les 142 engrais actuellement
vendus, en respectant la réglementation européenne (EU PE-CONS 76/18, 2019) et
de satisfaire un très grand nombre d’autres besoins nutritifs. Ces CBC doivent
respecter certaines contraintes de composition qui exigent qu'un élément chimique
soit contenu dans un CBC dans des proportions minimales et maximales à ne pas
dépasser. Ces proportions sont indiquées pour chaque CBC dans le Tableau 6.
Le modèle
d’optimisation à utiliser est celui du RB. Sa formulation mathématique peut
être consultée dans la deuxième colonne du tableau 1. Comme déjà expliqué, de
petits écarts par rapport aux spécifications cibles sont admis dans le RB et le
RD tant que ces écarts restent dans les limites des tolérances réglementées. Il
convient de préciser que dans la réglementation (EU PE-CONS 76/18, 2019), les
spécifications nutritives d’un engrais doivent être respectées, en tenant
compte d'une marge de tolérance qui varie selon le nombre et le type de
composants contenus dans cet engrais. Par exemple, pour les nutriments
secondaires, les tolérances admises par rapport aux valeurs déclarées du Ca, du
Mg, du Na et du S sont fixées à un 1/4 des teneurs déclarées en ces éléments
avec un maximum de 0,9% en valeur absolue pour le CaO, le MgO, le Na2O
et le SO3, soit 0,64% pour le Ca, 0,55% pour le Mg, 0,67% pour le Na
et 0,36% pour le S. Pour ne pas compliquer les modèles, quel que soit le nombre
de composants et qu'il s'agisse de nutriments majeurs, secondaires ou
d'oligoéléments, il a été décidé d'opter pour une tolérance très faible pour
chaque nutriment, de manière à ce que les tolérances réglementaires soient
toujours respectées.
L’application du
modèle de RB au 142 engrais montre que la totalité de ces engrais, portant sur
10 différents composants, peuvent être satisfaits avec seulement 16 CBC, dont
l’un joue le rôle du filler. La composition
optimale des CBC est détaillée dans le tableau 6 et les quantités à en prélever
pour produire chaque engrais sont données dans la feuille «EC3_Résultats_RB».
La composition
optimale des CBC est détaillée dans le tableau 6 et les quantités à en prélever
pour produire chaque engrais sont données dans la feuille «EC3_Résultats_RB».
En analysant ces
quantités, il est remarqué que pour produire 100 tonnes des outputs j=84,
j=109, j=64 et j=59, il faut respectivement 100 tonnes des
CBC i=2, i=3, i=8 et i=15. Cela signifie que ces
CBC correspondent à des engrais, et puisqu'ils sont utilisés dans plusieurs
autres mélanges, ils doivent être traités à la fois comme étant CBC et engrais.
Tableau
6:
Composition optimale des 16 CBC nécessaires pour répondre aux 142 engrais
commercialisés (en %)
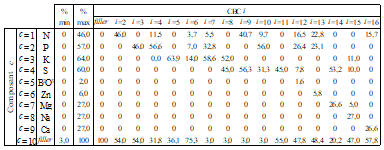
Étant les trois
nutriments les plus importants pour tout sol, les NPK sont les engrais les plus
produits et vendus au monde. Dans cet exemple, les 79 engrais NPK représentent
environ 56 % de toutes les références prises en compte. Pour les fabriquer,
le solveur a proposé, en plus du filler (i=1), 6 CBC (i=2
→i=7) dont la composition permet de satisfaire tous les besoins
nutritionnels de l'ensemble des 79 NPK. Dans l’exemple des 700 besoins NPK, il
ne fallait qu’un seul composite de plus (7 CBC). Cela confirme que la diversité
de l'échantillon considéré n'est pas proportionnelle à la taille de la BC. Le
soufre est le 4e plus essentiel des nutriments pour le sol, raison pour
laquelle, les NPKS comptent pour 82 % des références considérées, soit 117
engrais. Pour les produire, le RB nécessite un nombre minimal de 10 CBC (i=2
→i=11). Enfin, le RB permet de répondre à tous les engrais vendus par
les leaders du marché des engrais avec seulement 15 CBC et ce en respectant les
exigences nutritionnelles de manière presque exacte (à ±0,05 % près). Il
peut être ajouté qu’en ayant opté au début pour une tolérance nulle, l’output j=79
n’était pas faisable et que, pour pouvoir le fabriquer, le RB l’a proposé en
tant que CBC, augmentant ainsi le nombre des CBC de 15 CBC à 16 CBC (sans
compter le filler). Pour éviter cette augmentation des CBC, il a été
choisi de tolérer une déviation minimale de 0.05 % (déviation minimale à
accepter pour que l’engrais j=79 devienne réalisable) ; d'autant
plus qu'elle reste largement conforme à la réglementation européenne.
4.3.3 Limites
de l’intérêt de la réduction de la variété de l’offre commerciale
Dans les deux cas (§4.3.1
et §4.3.2), on montre qu’il est possible de réduire la variété de production,
sans réduire la variété d’usage potentielle liée à cette offre commerciale
existante. On peut raisonnablement penser que la solution du RB permet, par
rapport à la précédente, d’accroître la variété d’usage potentielle, parce que
les CBC comportent, en moyenne, moins de composants. Cela étant, si cette forme
de redondance de l’offre commerciale a de nombreuses justifications
économiques, il convient de s’interroger sur la pertinence de la variété
d’usage potentielle de cette offre. Il nous semble nécessaire de prendre le
problème à l’envers en partant d’une variété d’usage potentielle couvrant une
majorité de besoins, pour déterminer la variété minimale de production requise.
C’est exactement la démarche du RB que l’on préconise d’appliquer dans une
perspective d’agriculture raisonnée et durable. L’application du RB à un
échantillon représentatif très large de besoins d’engrais permet de créer une
BC d’importance numérique sans doute similaire à celle trouvée pour pouvoir
obtenir par mélange les engrais existants, mais avec un spectre d’utilisation
plus large et plus pertinent.
4.4 Application possible du RB pour obtenir une différenciation
retardée des cosmétiques
L’application potentielle du RB a été
analysée pour la chaîne logistique du phosphate. La différenciation retardée
présente un intérêt dans d’autres industries chimiques souhaitant accroître
leur diversité en offrant à leurs clients des produits personnalisés (ex.
industrie cosmétique).
Le RB peut
s’appliquer à la fabrication de produits miscibles en mélangeant les inputs, à
condition que ces inputs ainsi que les outputs soient caractérisés par le même
ensemble de composants chimiques, dont la composition peut être définie par les
pourcentages en poids de ces composants dans leur poids total. C’est le cas de
certains produits cosmétiques personnalisables dont la différenciation se fait
au sein de l’usine en réponse à la demande du client, ce qui conduit à une
approche classique de fabrication de petits lots. Une approche alternative
inspirée de l'industrie de la peinture consiste en une formule de base et
quelques colorants (nomenclature prédéterminée) afin de proposer des produits
cosmétiques (ex. fond de teint de Lancôme) dont seulement la teinte est
personnalisée en fonction de la couleur de la peau du client, qui est
déterminée par un scan de peau. En revanche, en plus de la personnalisation des
teintes, le RB pourrait être utilisé pour proposer un sur-mesure complet en
s’appuyant sur une DR qui serait effectuée au comptoir des magasins à partir
d’un nombre réduit de CBC. Pour illustrer cela, le RB est testé sur un exemple
simplifié tiré de l'industrie cosmétique : les poudres faciales.
Pour un sur-mesure
complet, il est nécessaire de partir d'une assez grande variété de poudres
personnalisées en termes de plusieurs propriétés dermocosmétiques, à savoir :
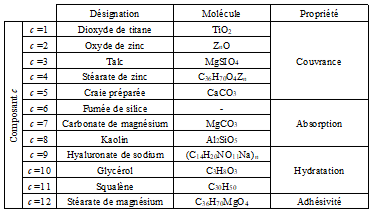
la couvrance, l’absorption, l’hydratation et l’adhésivité. D’après Bennett
(2017), la couvrance d’une poudre se réfère à sa capacité de couvrir
visuellement la peau de telle sorte à réduire la brillance et à cacher toutes
les imperfections (par exemple, les pores dilatés, l’acné, la pigmentation
irrégulière…). Les composants chimiques qui peuvent être utilisés à des doses
différentes, selon le degré de gravité des imperfections de la peau, sont TiO2,
ZnO, MgSIO4 ou Mg3Si4O10(OH)2,
C36H70O4Zn et CaCO3 ou MgCO3.
L’absorption, quant à elle, se rapporte à la capacité de la poudre à absorber
la transpiration et l’excès de sébum afin que le visage ne soit plus brillant.
Elle dépend des éléments chimiques suivants : MgCO3, Fumée de
silice et Kaolin. Concernant l’hydratation, elle joue un rôle essentiel dans le
déroulement du renouvellement cutané et le travail des cellules de l’épiderme
et la prévention du vieillissement prématuré. Les différents niveaux
d’hydratation peuvent être assurés par les composants chimiques (C14H20NO11Na)
n et C3H8O3 et C30H50
(Bennett 2017). Enfin, la propriété de l’adhésivité désigne l’aptitude de la
poudre à adhérer et à coller à la peau et dépend du complexe : C36H70MgO4.
Au final, en fonction du niveau requis de chaque propriété dont dépend la dose
d’un ou plusieurs composants, les poudres sur-mesure seraient personnalisées en
termes de 12 composants chimiques. Ces composants sont présentés dans le Tableau
7.
Tableau
7:
Composants considérés dans la personnalisation des poudres faciales
Pour
définir les besoins exacts de chaque peau en ces 12 éléments, un diagnostic
complet, portant sur une série de tests dermatologiques, doit être mené afin
d’identifier la formule optimale (i.e. pourcentage optimal de chaque ingrédient
dans le produit final pour chaque cliente). Pour cette étude de cas, l’ensemble
des outputs considérés porte sur un échantillon de 100 peaux de femmes qui ont
été théoriquement définies (sans contrôle par des spécialistes en
dermatologie), ce qui signifie que certains individus de l'échantillon peuvent
ne pas réellement exister, mais comme il s'agit de paramètres d'entrée, ils
seront remplacés par des besoins réels une fois qu’une investigation
complémentaire serait faite avec les spécialistes. Cet échantillon peut être consulté
dans « S5.1». En utilisant la notation du modèle RB dans le tableau 1, J
(nombre des outputs) étant égal à 100 et C (nombre de composants) étant égal à
12. Il est supposé qu'un CBC doit représenter au moins  du poids
de 100 grammes de poudre
du poids
de 100 grammes de poudre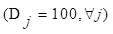 .
Pour la déviation absolue tolérée, une structure exacte
.
Pour la déviation absolue tolérée, une structure exacte est
choisie.
est
choisie.
En
appliquant le modèle RB à l'exemple ci-dessus, le problème obtenu contient 896
variables et 2116 contraintes, dont 1200 sont quadratiques non-convexes. La
résolution de ce problème, sous le solveur Xpress, montre que seulement 8 CBC
sont nécessaires pour satisfaire les J =100 outputs (voir la feuille «EC4_Données »). La composition
optimale de ces CBC est fournie dans le Tableau 8.
Tableau 8: Composition optimale
des 8 CBC nécessaires pour produire 100 poudres faciales
Les quantités
optimales  (indiquées
dans la feuille «EC4_Résultats ») montrent que les
CBC ont été utilisées en quantités minimales de
(indiquées
dans la feuille «EC4_Résultats ») montrent que les
CBC ont été utilisées en quantités minimales de  grammes,
ce qui équivaut à un minimum de 1 gramme puisque toutes les demandes ont été
conventionnellement fixées à 100 grammes. La déviance absolue par rapport aux
valeurs cible étant fixée à zéro pour l’ensemble des composants et outputs, la
solution proposée permet de répondre de manière exacte aux spécifications
chimiques
grammes,
ce qui équivaut à un minimum de 1 gramme puisque toutes les demandes ont été
conventionnellement fixées à 100 grammes. La déviance absolue par rapport aux
valeurs cible étant fixée à zéro pour l’ensemble des composants et outputs, la
solution proposée permet de répondre de manière exacte aux spécifications
chimiques de
toutes les poudres faciales considérées. Au-dessous de I=8 CBC, le solveur
n’arrive plus à trouver une solution satisfaisant toutes ces spécifications.
de
toutes les poudres faciales considérées. Au-dessous de I=8 CBC, le solveur
n’arrive plus à trouver une solution satisfaisant toutes ces spécifications.
Les résultats
ci-dessus montrent que le RB peut permettre une énorme massification des flux
en réduisant les flux à gérer de 100 % à seulement 8% (sous réserve
d'expériences en laboratoire permettant de trouver des réactions chimiquement
stables pour le développement de ces nouvelles formules). Il faut admettre que,
contrairement au cas des engrais dont la BC a été définie avec l’aide d’experts
en chimie, pour cet exemple des cosmétiques, la BC trouvée ne prend pas en
compte la faisabilité chimique de ses composites. Cela ne remet pourtant pas en
cause notre approche, une fois que les contraintes liées à cette faisabilité
chimique sont connues, elles peuvent facilement être intégrées dans le modèle
(pour les engrais, ces contraintes sont indiquées dans la liste des contraintes
du tableau 2).
5.
CONCLUSIon
Cet article s'inscrit dans une
thématique actuelle et pertinente de la gestion industrielle, peu abordée pour
les industries de process opérant dans un contexte de mélange. Il met en
évidence les avantages potentiels du RB en tant qu'outil intelligent de gestion
d'une grande variété de produits, en jouant simultanément sur la conception, la
production et une différenciation retardée auprès du client.
L’analyse de ces études de cas permet
de dégager trois axes de réflexion, si la différenciation retardée dans des
chaînes logistiques chimiques est considérée comme la solution pour accroitre
une diversité de produits considérée comme indispensable, comme c’est le cas
pour les engrais.
Tout d’abord, le caractère
disruptif de l’approche du RB implique qu’une telle transformation ne soit
possible qu’à partir d’une approche pluridisciplinaire mobilisant non seulement
des compétences en génie industriel mais aussi en chimie pour la fabrication
des CBC et celle de spécialistes pour l’analyse des besoins potentiels à
satisfaire (agronomes, dermatologues…). Cette mobilisation nécessite une implication
forte et durable de la direction générale. Dans l’industrie pharmaceutique,
seuls les deux (ou trois) premiers groupes à lancer un nouveau principe actif
s’imposent sur cette fenêtre thérapeutique. Cet exemple peut inciter la
Direction de certains grands groupes à investir dans le RB.
Le second axe de réflexion
porte sur la « diversité d’usage potentielle ». La réflexion industrielle
privilégie une diversité de l’offre. Dans l’industrie chimique, la diversité
commerciale offerte est généralement définie pour répondre exactement à un
nombre limité de besoins, définis à partir d’études de marché. Avec l’approche
du RB, le raisonnement s’inverse : une même base canonique est utilisable pour
répondre à des centaines ou des milliers de besoins, pour la plupart non encore
identifiés.
Se pose enfin la question
de la définition de l’échantillon conduisant à la création d’une BC. Cette
question est à positionner dans une approche globale de chaîne logistique,
faisant intervenir des centres de production pouvant desservir une ou plusieurs
zones commerciales, de caractéristiques hétérogènes, au moyen d’un réseau de
distribution (que le RB contribue à massifier). Si l’on prend l’exemple des
engrais, on peut se poser la question de l’utilité d’un vaste échantillon planétaire
de besoins d’engrais. Il est vraisemblable que l’on a intérêt à définir
quelques échantillons correspondant à des marchés de très grande taille, à
desservir à partir d’une ou deux usines. Une telle approche conduisant à autant
d’ensembles disjoints de CBC, on peut se poser la question de savoir s’il n’est
pas judicieux de mutualiser certains CBC, notamment dans une perspective de
gestion des risques. Ce type réflexion doit s’appuyer sur des études
économiques mobilisant des systèmes de coûts pertinents.
C’est en travaillant
simultanément dans ces trois directions que le RB a des chances de pouvoir être
adopté.
6.
BIBLIOGRAPHIE
Azzamouri, A., Bamoumen, M.,
Hilali, H., Hovelaque, V., & Giard, V. (2020). Flexibility of dynamic
blending with alternative routings combined with security stocks : A new
approach in a mining supply chain. International Journal of Production
Research, 1‑18. https://doi.org/10.1080/00207543.2020.1814443
Benhamou, L., Giard, V.,
Fontane, F., & Grabot, B. (2018). Reverse Blending : An efficient answer to
the challenge of obtaining required fertilizer variety. Information System,
Logistics and Supply (ILS 2018).
Benhamou, L., Giard, V.,
Khouloud, M., Fenies, P., & Fontane, F. (2020). Reverse Blending : An
economically efficient approach to the challenge of fertilizer mass
customization. International Journal of Production Economics, 226,
107603. https://doi.org/10.1016/j.ijpe.2019.107603
Bennett, J. (2017, avril 28). Cosmetics
and Skin : Loose Face Powders. http://cosmeticsandskin.com/aba/loose-face-powders.php
Brozovic, D. (2018). Strategic
Flexibility : A Review of the Literature. International Journal of
Management Reviews, 20(1), 3‑31. https://doi.org/10.1111/ijmr.12111
Chang, J. C., Graves, S. C., E.
Kirchain, R., & A. Olivetti, E. (2019). Integrated planning for design and
production in two-stage recycling operations. European Journal of
Operational Research, 273(2), 535‑547. https://doi.org/10.1016/j.ejor.2018.08.022
Contador, J. C., Satyro, W. C.,
Contador, J. L., & Spinola, M. de M. (2020). Flexibility in the Brazilian
industry 4.0 : Challenges and opportunities. Global Journal of Flexible
Systems Management, 21, 15‑31. https://doi.org/10.1007/s40171-020-00240-y
EU PE-CONS 76/18, (2019).
Regulation (EU) 2019 of the European parliament and of the council of the
European Union. https://data.consilium.europa.eu/doc/document/PE-76-2018-INIT/en/pdf
Frank, A. G., Dalenogare, L. S.,
& Ayala, N. F. (2019). Industry 4.0 technologies : Implementation patterns
in manufacturing companies. International Journal of Production Economics,
210, 15‑26. https://doi.org/10.1016/j.ijpe.2019.01.004
Gania, I. P., Stachowiak, A.,
& Oleśków-Szłapka, J. (2017). Flexible manufacturing systems : Industry 4.0
solution. DEStech Transactions on Engineering and Technology Research, icpr.
http://dx.doi.org/10.12783/dtetr/icpr2017/17583
Gupta, P. (2019). Modularity
enablers : A tool for Industry 4.0. Life Cycle Reliability and Safety
Engineering, 8(2), 157‑163. http://dx.doi.org/10.1007/s41872-018-0067-3
Gupta, S., Drave, V. A., Bag,
S., & Luo, Z. (2019). Leveraging smart supply chain and information system
agility for supply chain flexibility. Information Systems Frontiers, 21(3),
547‑564. https://link.springer.com/article/10.1007/s10796-019-09901-5
Haverly, C. A. (1978). Studies
of the behavior of recursion for the pooling problem. ACM SIGMAP Bulletin,
25, 19‑28. https://doi.org/10.1145/1111237.1111238
Huang, C.-C. (2000). Overview
of Modular Product Development, Proc. Natl. Sci. Counc. ROC(A) Vol. 24, No. 3,
2000. pp. 149-165.
Jain, A., Jain, P. K., Chan, F.
T., & Singh, S. (2013). A review on manufacturing flexibility. International
Journal of Production Research, 51(19), 5946‑5970. https://doi.org/10.1080/00207543.2013.824627
Koh, L., Orzes, G., & Jia,
F. J. (2019). The fourth industrial revolution (Industry 4.0) : Technologies
disruption on operations and supply chain management. International Journal
of Operations & Production Management. https://doi.org/10.1108/IJOPM-08-2019-788
Kuo, T.-C., Chen, K. J., Shiang,
W.-J., Huang, P. B., Otieno, W., & Chiu, M.-C. (2020). A collaborative
data-driven analytics of material resource management in smart supply chain by
using a hybrid Industry 3.5 strategy. Resources, Conservation and Recycling,
164, 105160. https://doi.org/10.1016/j.resconrec.2020.105160
Kusiak, A. (2018). Smart
manufacturing. International Journal of Production Research, 56(1‑2),
508‑517. https://doi.org/10.1080/00207543.2017.1351644
Perera, H. S. C., Nagarur, N.,
& Tabucanon, M. T. (1999). Component part standardization : A way to reduce
the life-cycle costs of products. International journal of production
economics, 60, 109‑116. https://doi.org/10.1016/S0925-5273(98)00179-0
Persson, J.-G. (2016). Current
trends in product development. Procedia Cirp, 50, 378‑383.
Prause, G. (2019). Smart contracts
for smart supply chains. IFAC-PapersOnLine, 52(13), 2501‑2506. https://doi.org/10.1016/j.ifacol.2019.11.582
Salunkhe, O., &
Fast-Berglund, Å. (2020). Increasing operational flexibility using Industry 4.0
enabling technologies in final assembly. 2020 IEEE International Conference
on Engineering, Technology and Innovation (ICE/ITMC), 1‑5. https://doi.org/10.1109/ICE/ITMC49519.2020.9198630
Schischke, K., Proske, M.,
Nissen, N. F., & Schneider-Ramelow, M. (2019). Impact of modularity as a
circular design strategy on materials use for smart mobile devices. MRS
Energy & Sustainability, 6.
Shao, X.-F., Liu, W., Li, Y.,
Chaudhry, H. R., & Yue, X.-G. (2020). Multistage implementation framework
for smart supply chain management under industry 4.0. Technological
Forecasting and Social Change, 162, 120354. https://doi.org/10.1016/j.techfore.2020.120354
Shoval, S., & Efatmaneshnik,
M. (2019). Managing complexity of assembly with modularity : A cost and benefit
analysis. The International Journal of Advanced Manufacturing Technology,
105(9), 3815‑3828. https://link.springer.com/article/10.1007%2Fs00170-019-03802-2
Susan, M. (2010). The
handbook of technology management, supply chain management, marketing and advertising,
and global management (Vol. 2). John Wiley & Sons.
Van Hoek, R. (1997). Postponed
manufacturing : A case study in the food supply chain. Supply Chain
Management: An International Journal, 2(2), 63‑75. https://doi.org/10.1108/13598549710166113
Van Hoek, R. I. (2001). The
rediscovery of postponement a literature review and directions for research. Journal
of Operations Management, 19(2), 161‑184. http://dx.doi.org/10.1016/S0272-6963(00)00057-7
Wacheux, F., 1996. Méthodes Qualitatives et Recherche en Gestion, Paris: Economica
Wu, L., Yue, X., Jin, A. and
Yen, D.C. (2016), "Smart supply chain management: a review and
implications for future research", The International Journal of Logistics
Management, Vol. 27 No. 2, pp. 395-417. https://doi.org/10.1108/IJLM-02-2014-0035
Yin, R. K. (1984). Case study
research. Beverly Hills, CA: Sage
7. BIOGRAPHIE
 Latifa BENHAMOU
Latifa BENHAMOU  : Doctorante en sciences de
gestion au LARGEPA (https://www.u-paris2.fr
) de l’Université Paris II Panthéon Assas de Paris et à l’EMINES School of
Industrial Management (http://www.emines-ingenieur.org
) de l’Université Mohammed VI Polytechnique de Benguerir.
: Doctorante en sciences de
gestion au LARGEPA (https://www.u-paris2.fr
) de l’Université Paris II Panthéon Assas de Paris et à l’EMINES School of
Industrial Management (http://www.emines-ingenieur.org
) de l’Université Mohammed VI Polytechnique de Benguerir.
 Vincent GIARD : Professeur émérite à l’Université
Paris-Dauphine, PSL (http://www.dauphine.fr) et professeur affilié à l’EMINES
School of Industrial Management (http://www.emines-in genieur.org) de
l’Université Mohammed VI Polytechnique de Benguerir. Il est un spécialiste de
management industriel et de management de projets (http://www.lamsade.dauphine.fr/~giard/
)
Vincent GIARD : Professeur émérite à l’Université
Paris-Dauphine, PSL (http://www.dauphine.fr) et professeur affilié à l’EMINES
School of Industrial Management (http://www.emines-in genieur.org) de
l’Université Mohammed VI Polytechnique de Benguerir. Il est un spécialiste de
management industriel et de management de projets (http://www.lamsade.dauphine.fr/~giard/
)
 Pierre FÉNIÈS : Professeur au LARGEPA de
l’Université Paris II Panthéon Assas, où il dirige le master management de
projets logistiques. Ses travaux de recherche portent sur le management de
projet et le management industriel et logistique.
Pierre FÉNIÈS : Professeur au LARGEPA de
l’Université Paris II Panthéon Assas, où il dirige le master management de
projets logistiques. Ses travaux de recherche portent sur le management de
projet et le management industriel et logistique.